About Fluimac
Lorem ipsum dolor sit amet consectetur. Dolor dui dui nunc tellus tempus. Eleifend faucibus suscipit turpis amet ac amet pellentesque eu iaculis.

Lorem ipsum dolor sit amet consectetur. Dolor dui dui nunc tellus tempus. Eleifend faucibus suscipit turpis amet ac amet pellentesque eu iaculis.
Trusted Across Industries
Lorem ipsum dolor sit amet consectetur. Dolor dui dui nunc tellus tempus. Eleifend faucibus suscipit turpis amet ac amet pellentesque eu iaculis.
Lorem ipsum dolor sit amet consectetur.
Lorem ipsum dolor sit amet consectetur.
Lorem ipsum dolor sit amet consectetur.
Lorem ipsum dolor sit amet consectetur.
Lorem ipsum dolor sit amet consectetur.
Lorem ipsum dolor sit amet consectetur.
Lorem ipsum dolor sit amet consectetur.
Lorem ipsum dolor sit amet consectetur.
Lorem ipsum dolor sit amet consectetur.
Lorem ipsum dolor sit amet consectetur.
Fluimac Diaphragm Pumps – Built for Excellence
Lorem ipsum dolor sit amet consectetur. Dolor dui dui nunc tellus tempus. Eleifend faucibus suscipit turpis amet ac amet pellentesque eu iaculis.
Quality
Versatility
Reliability
Efficiency
Speed

Quality That Withstands the Toughest Environments
Fluimac diaphragm pumps are built with high-grade materials, making them ideal—and certified—for use in hazardous areas exposed to aggressive and corrosive substances.
Versatile and Safe for a Wide Range of Fluids
Fluimac double diaphragm pumps are ideal for safely transferring and dosing dense, corrosive, and viscous liquids. They handle everything from solvents, inks, and fuels to abrasive, flammable, and even food-grade or pharmaceutical fluids with ease.

Certified for Safety and Compliance
Fluimac prioritizes high-quality components from certified partners, paired with precise engineering and manufacturing standards. This commitment has led to the development of ATEX-certified diaphragm pumps for hazardous environments, as well as air pumps with FDA-compliant materials for safe use in food, pharmaceutical, and cosmetic applications.
Engineered with the Right Materials for Every Need
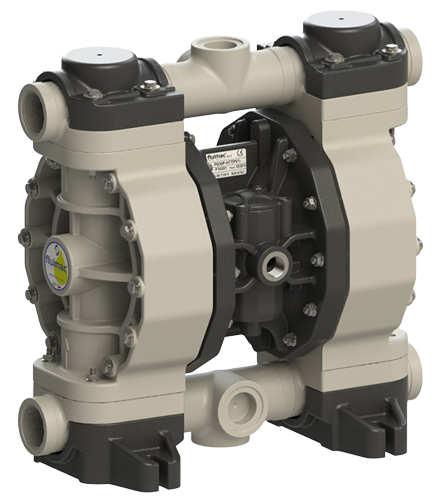
Standard PHOENIX pumps feature a new air distribution system and advanced valve technology, and are built using PP, PVDF+CF, Aluminum, and AISI 316 stainless steel. PHOENIX ATEX models are constructed with PP+CF, PVDF+CF, Aluminum, and AISI 316 stainless steel for certified performance in hazardous environments. For the food, pharmaceutical, and cosmetics sectors, PHOENIX Food pumps are made with FDA-compliant materials, using only electro-polished AISI 316 stainless steel and PTFE in fluid-contact components.
Engineered for Industrial Precision
Lorem ipsum dolor sit amet consectetur. Dolor dui dui nunc tellus tempus. Eleifend faucibus suscipit turpis amet ac amet pellentesque eu iaculis.
- Durable Membranes – Ensures consistent performance and extended operational life.
- Low Air Consumption – Innovative pneumatic distributor reduces air use and prevents stalling.
- Leak-Prevention Design – Fixing screws provide maximum sealing and safety.
- Corrosion Resistance – Plastic central body and pneumatic system resist harsh chemicals.
- Self-Lubricating Components – Acetal bushings ensure long-lasting, low-maintenance operation.
- Easy Maintenance – External access to anti-stall, anti-freeze distributor with no lubrication needed.
- Enhanced Seal & Longevity – Special membrane tightening reduces wear and prevents leaks.
- Quiet Operation – Dual-silencer exhaust chamber reduces noise and freezing risk.


P160-ALU
Lorem ipsum dolor sit amet consectetur. Dolor dui dui nunc tellus tempus. Eleifend faucibus suscipit turpis amet ac amet pellentesque eu iaculis.
Product
Lorem ipsum dolor sit amet consectetur.
Product
Lorem ipsum dolor sit amet consectetur.
Product
Lorem ipsum dolor sit amet consectetur.
Product
Lorem ipsum dolor sit amet consectetur.
Product
Lorem ipsum dolor sit amet consectetur.
Product
Lorem ipsum dolor sit amet consectetur.
Lorem ipsum dolor sit amet consectetur.
Lorem ipsum dolor sit amet consectetur. Dolor dui dui nunc tellus tempus. Eleifend faucibus suscipit turpis amet ac amet pellentesque eu iaculis.